10 Дек, 2025
10 Дек, 2025
 Проектирование и производство
Проектирование и производство

Как поставщик решений для обработки на станках с ЧПУ с многолетним опытом в области высокоточной обработки, мы сталкивались практически со всеми возможными дефектами, которые могут возникнуть в цеху. Правда в том, что дефекты обработки не только приводят к потере материала и времени, но и могут нанести ущерб вашей репутации и повлиять на ваши финансовые результаты. Но есть и хорошие новости: большинство распространенных дефектов полностью предотвратимы при наличии необходимых знаний и навыков.
В этой статье мы рассмотрим пять наиболее распространенных дефектов обработки, с которыми мы сталкиваемся, причины их возникновения и практические стратегии по их устранению в вашем производственном процессе. Независимо от того, управляете ли вы небольшим цехом или крупносерийным производством, эти знания помогут вам поддерживать высочайшие стандарты качества.
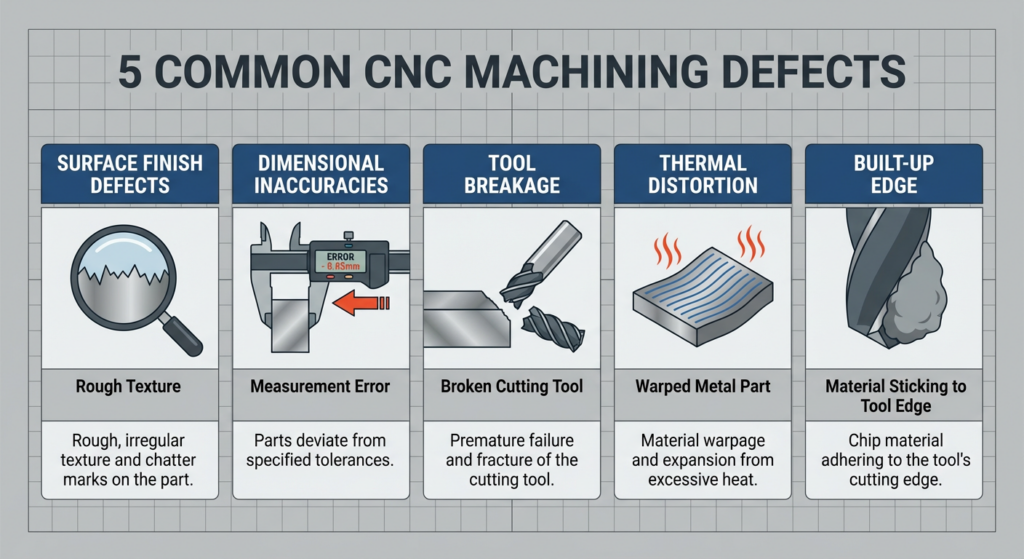
Прежде чем мы углубимся в каждый дефект, давайте кратко рассмотрим, с чем мы имеем дело:
Теперь давайте рассмотрим каждый из них подробно.

Дефекты качества поверхности, пожалуй, являются наиболее заметными и неприятными проблемами, с которыми мы сталкиваемся. Когда клиент получает деталь с плохим качеством поверхности, это первое, что он замечает. Плохое качество поверхности обычно обусловлено несколькими причинами: неправильная скорость резания, изношенный режущий инструмент, недостаточный поток охлаждающей жидкости, вибрация шпинделя или неправильная скорость подачи.
Наиболее распространенный симптом — это вибрация, характерные рябь или волны на обработанной поверхности. Вибрация возникает, когда между инструментом и заготовкой происходит чрезмерная вибрация, из-за чего инструмент скорее подпрыгивает, чем плавно режет.
Оптимизируйте параметры резки.
Основой качественной обработки поверхности является использование правильных скоростей и подач для конкретного материала и инструмента. Мы рекомендуем обратиться к документации производителя инструмента и составить справочную таблицу для наиболее распространенных материалов. Для алюминия обычно требуются более высокие скорости (600-1200 SFM) при умеренных подачах. Для нержавеющей стали необходимы более низкие скорости (150-300 SFM) во избежание упрочнения при обработке.
Инвестируйте в качество инструментов и их техническое обслуживание.
Это может показаться очевидным, но мы видим, как многие мастерские пытаются сэкономить, используя затупившиеся или изношенные инструменты. Острый инструмент имеет решающее значение. Внедрите регулярную проверку инструментов — заменяйте или затачивайте инструменты до того, как они полностью износятся. Мы рекомендуем проверять инструменты каждые 2-4 часа работы при больших объемах производства.
Снижение вибрации за счет жесткости
Вибрация — враг качества поверхности. Убедитесь, что ваш станок находится в надлежащем состоянии, без изношенных подшипников шпинделя и ослабленных компонентов. Проверьте настройку зажима заготовки — надежно ли закреплена деталь? Используете ли вы минимально возможный вылет инструмента? Иногда даже, казалось бы, незначительная корректировка настройки может значительно улучшить качество поверхности.
Обслуживание систем охлаждения
Крайне важно использовать свежую, чистую охлаждающую жидкость надлежащей концентрации. Загрязненная или испорченная охлаждающая жидкость ухудшает отвод тепла и смазку, что напрямую влияет на качество поверхности. Мы рекомендуем регулярно проверять и заменять охлаждающую жидкость — не реже чем каждые 3-6 месяцев в зависимости от интенсивности эксплуатации.
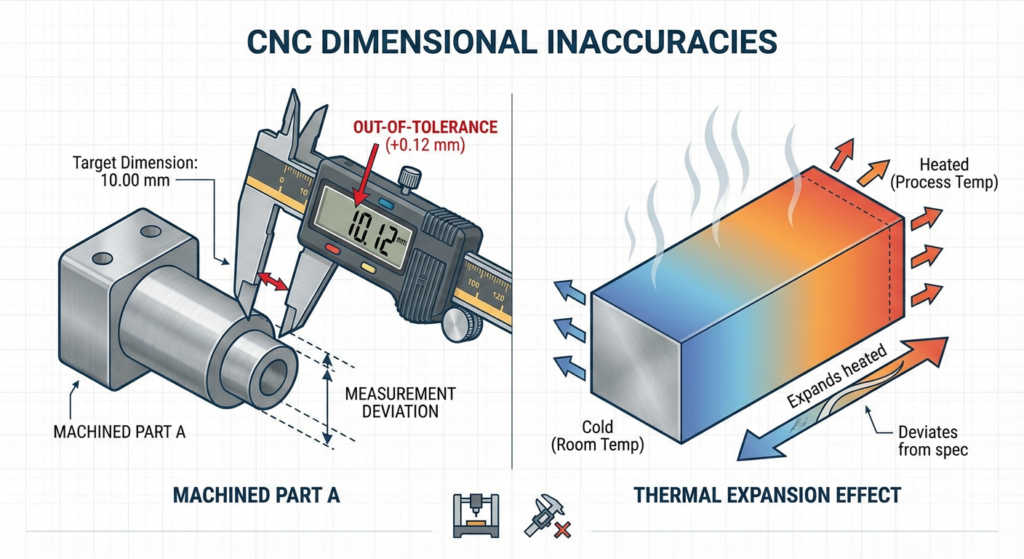
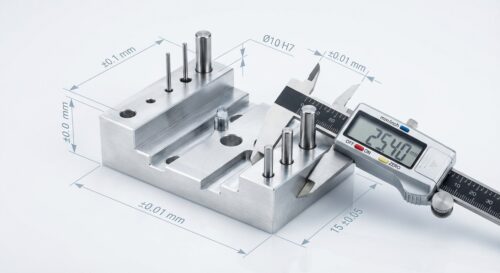
Неточности в размерах обходятся дорого, поскольку часто означают брак деталей или дорогостоящую переделку. Деталь, отклоняющаяся от допуска на 0,002 дюйма, может выглядеть идеально невооруженным глазом, но она не подойдет к сборке заказчика, и именно здесь кроются реальные затраты.
Проблемы с размерами обычно возникают постепенно. Станок может идеально работать утром, но с течением времени и колебаниями температуры детали начинают выходить за пределы допустимых отклонений. Это особенно актуально при многостанционных операциях, когда детали перемещаются с одного станка на другой.
Регулярно калибруйте и проверяйте свои станки.
Внедрите график профилактического технического обслуживания. Мы рекомендуем проверять точность станка с помощью прецизионных инструментов не реже одного раза в месяц или перед началом любых важных работ. Многие современные станки с ЧПУ имеют встроенные системы диагностики — используйте их. Для ручной проверки вам помогут надежный индикатор часового типа и калибровочные блоки.
Учитывайте тепловое расширение
Одна из самых распространенных причин, которую мы наблюдаем, — это игнорирование операторами тепловых эффектов. Когда станок, шпиндель и режущие инструменты нагреваются во время работы, все детали слегка расширяются. Сам материал также расширяется при нагреве от трения при резке. Мы рекомендуем:
Внедрить процедуры проверки настроек.
Перед запуском первой детали в производство, изготовьте по одной за раз и тщательно измерьте каждую. Не стоит предполагать, что настройка верна, потому что вы идеально следовали чертежу и инструкциям. Проверьте фактические измерения. Многие наши клиенты проводят однократную проверку первой детали — это позволяет выявить ошибки настройки до того, как они превратятся в дорогостоящий брак.
Эффективное использование управления компенсациями
Современные станки с ЧПУ позволяют регулировать смещение инструмента для компенсации износа и термического воздействия. Обучите операторов использованию этой функции. Если размер отличается на 0,001 дюйма, отрегулируйте смещение, а не останавливайте производство. Документируйте эти регулировки, чтобы иметь запись о том, что происходит во время производственного цикла.

Поломка инструмента приводит к потере производительности, браку деталей и потенциальному повреждению оборудования. Мы сталкивались с ситуациями, когда сломанный инструмент не просто выходит из строя сам — он повреждает деталь, а иногда и шпиндель. Основные причины включают работу на неправильных скоростях и подачах, недостаточную подачу охлаждающей жидкости, образование наростов на режущей кромке или столкновение с чем-то неожиданным (например, с пропущенным калибром паза).
Преждевременный износ, с другой стороны, — это медленное снижение вашей прибыли. Инструмент, который изнашивается за 30 минут работы вместо двух часов, обходится вам очень дорого, даже если поломка не приводит к катастрофическим последствиям.
Используйте подходящий инструмент для работы.
Это кажется элементарным, но многие цеха стандартизируют несколько конструкций инструментов и стараются использовать их повсюду. Разные материалы и операции требуют разной геометрии инструмента. Инструмент, предназначенный для алюминия, быстро износится при работе с нержавеющей сталью. Поговорите со своим поставщиком инструментов о наилучшем варианте для каждого материала, с которым вы регулярно работаете.
Поддерживайте стабильные условия резки.
Резкие изменения скорости резания или подачи создают нагрузку на инструмент. Во время производственного цикла поддерживайте стабильные и предсказуемые условия резания. Если ваша программа требует изменения скорости из-за различных типов элементов, убедитесь, что переходы плавные, а не резкие.
Оптимизация подачи охлаждающей жидкости
Инструмент, испытывающий недостаток охлаждающей жидкости, быстро выходит из строя. Убедитесь, что ваша система охлаждения обеспечивает достаточный поток жидкости непосредственно в зону резания. Мы часто видим цеха с дорогостоящими системами охлаждения, которые не полностью оптимизированы для отвода стружки и охлаждения инструмента. Охлаждение под высоким давлением через шпиндель может значительно продлить срок службы инструмента, особенно в серийном производстве.
Внедрить мониторинг срока службы инструмента.
Отслеживайте фактический срок службы инструментов при работе с конкретными материалами и операциями. Создайте базу данных ожидаемого срока службы инструментов. Если инструмент постоянно служит вдвое меньше ожидаемого срока, выясните причину. Слишком высокая скорость? Неправильная ли концентрация охлаждающей жидкости? После выявления проблемы внесите корректировки и отслеживайте дальнейшие улучшения.
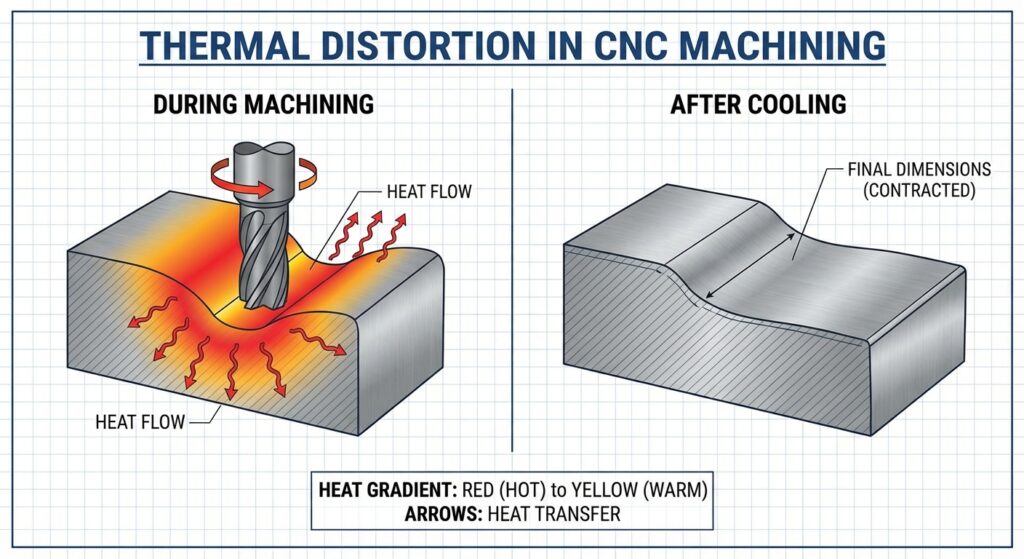
Механическая обработка генерирует значительное количество тепла. Алюминиевая деталь может испытывать температуру поверхности более 1000°F в зоне резания, даже если вы не почувствуете этого через несколько секунд в перчатке. Это тепло передается заготовке, вызывая ее расширение. Когда деталь остывает после обработки, она сжимается, и размеры, которые были идеальными в горячем состоянии, теперь становятся меньше требуемых.
При работе с жесткими допусками термическая деформация может стать решающим фактором, определяющим качество деталей и их брак.
Оптимизируйте скорость подачи и скорость печати.
Низкие скорости резания выделяют меньше тепла. Однако зависимость не является линейной — иногда очень высокие скорости при лёгкой резке выделяют меньше тепла, чем умеренные скорости при тяжёлой резке, потому что время контакта с материалом короче. Обратитесь к поставщику инструмента, чтобы найти оптимальные параметры для вашей конкретной задачи.
Улучшение стратегии охлаждения
Обильное подача охлаждающей жидкости под высоким давлением и в большом объеме отводит тепло гораздо эффективнее, чем ручное нанесение или воздушное охлаждение. При ручной обработке используйте обильное подачу жидкости, а не периодическое распыление. При работе на станках с ЧПУ убедитесь, что ваша система охлаждения работает правильно и подает охлаждающую жидкость именно туда, где происходит резание.
Снятие стресса между операциями
Для высокоточной обработки рекомендуется давать деталям остыть до комнатной температуры между операциями механической обработки. Это предотвращает накопление термической деформации. В некоторых цехах для достижения теплового равновесия перед окончательной чистовой обработкой используют водяную ванну или сушку на воздухе.
Спланируйте последовательность обработки.
Иногда предотвратить деформацию невозможно, но с ней можно работать. При двусторонней обработке рекомендуется сначала обработать «шероховатую» сторону, дав ей стабилизироваться, а затем перейти к окончательной прецизионной обработке. Таким образом, критически важные размеры будут обработаны после того, как основные термические воздействия пройдут.
Используйте прецизионные приспособления.
Для деталей, подверженных термической деформации, следует использовать прецизионные зажимные приспособления, обеспечивающие равномерную поддержку детали и минимизирующие концентрацию напряжений. Неравномерное зажимание создает фиксированные напряжения, которые усиливаются при нагревании.

Нарост на режущей кромке возникает, когда обрабатываемый материал приваривается к режущей кромке инструмента. По мере накопления материала изменяется геометрия инструмента, что приводит к ухудшению качества поверхности и проблемам с размерами. В конечном итоге от нароста отламываются куски, потенциально увлекая за собой части инструмента.
Синеватый налет особенно проблематичен для таких материалов, как алюминий, медь и нержавеющая сталь — по сути, для любого прочного и пластичного материала. Это основная причина «дребезжащей» поверхности, о которой мы говорили ранее.
Поддерживайте достаточную скорость резки.
Нарост на режущей кромке обычно образуется при слишком низкой скорости резания для данного материала. Для алюминия скорость ниже 400 SFM практически гарантирует образование нароста. Проверьте рекомендации производителя вашего инструмента и придерживайтесь их. Если вы столкнулись с наростом на режущей кромке, первым делом следует увеличить скорость, а не уменьшить её.
Используйте соответствующую охлаждающую жидкость.
Некоторые составы охлаждающих жидкостей специально разработаны для предотвращения натирания. Добавки, снижающие адгезию материала к инструменту, могут существенно повлиять на результат. Убедитесь, что ваша охлаждающая жидкость имеет правильную концентрацию — слабая охлаждающая жидкость почти так же плоха, как и её отсутствие.
Покрытия инструментов имеют значение.
Современные покрытия для инструментов, такие как TiN, TiAlN или керамические покрытия, создают поверхности, на которых вероятность образования синеватого нароста значительно снижается. Если вы постоянно сталкиваетесь с проблемой синеватого нароста при работе с определенным типом инструмента, попробуйте инструмент с покрытием. Небольшая дополнительная стоимость оправдывает улучшенные характеристики.
Выполните легкие завершающие пасы
Если в результате черновой обработки образуется натиск на режущей кромке, легкая чистовая обработка со свежей охлаждающей жидкостью и оптимальной скоростью может очистить поверхность и улучшить геометрию инструмента. Это лучше, чем пытаться исправить проблемы с натиском на режущей кромке в параметрах черновой обработки.
Состояние монитора инструмента
Регулярный визуальный осмотр инструментов позволяет выявить образование наростов на режущей кромке на ранней стадии, прежде чем это вызовет проблемы. Если вы видите темный металлический налет на режущей кромке инструмента, пора проверить условия резки или заменить инструмент.
Понимание этих пяти недостатков ценно, но настоящая польза достигается за счет внедрения. Вот как мы рекомендуем подойти к этому вопросу на вашем предприятии:
Внимательно осмотрите свой цех. С какими дефектами вы сталкиваетесь в данный момент? Задокументируйте конкретные примеры — сохраните фотографии проблемных деталей. Отслеживайте, какие станки или виды работ вызывают наибольшее количество проблем.
Для каждой комбинации станка и распространенного материала задокументируйте оптимальные скорости резания, подачи, типы инструментов и характеристики охлаждающей жидкости. Создайте справочные карточки, к которым ваши операторы смогут легко получить доступ.
Знание — сила. Убедитесь, что ваши операторы и программисты понимают, почему эти стандарты важны. Команда, которая понимает «почему», принимает более взвешенные решения в непредвиденных ситуациях.
Создайте простую систему отслеживания инцидентов, связанных с дефектами. Когда что-то идет не так, расследуйте и документируйте первопричину. Используйте эту информацию для постоянного совершенствования ваших стандартов.
Дефекты обработки доставляют неудобства, но они не неизбежны. Благодаря тщательному контролю параметров резания, управлению инструментом, системам охлаждения и техническому обслуживанию станка вы можете практически полностью исключить эти пять распространенных проблем из своей работы.
В компании Ruo Chen мы заслужили репутацию производителя деталей, неизменно соответствующих техническим требованиям. Значительная часть этого успеха обусловлена пониманием и предотвращением подобных дефектов. Мы всегда рады обсудить, как мы можем помочь вам решить ваши задачи в области механической обработки — будь то с помощью нашего современного оборудования, опытной команды или консультационных услуг.
Инвестиции в предотвращение дефектов окупаются повышением качества, эффективности и, в конечном итоге, лучшими результатами для вашего бизнеса. Начните с одной категории дефектов, освойте её, а затем переходите к следующей. Вскоре у вас будет производственный процесс мирового класса, который оценят ваши клиенты, а ваша команда будет им гордиться.
Сталкивались ли вы с какими-либо из этих дефектов в своей работе? Мы будем рады узнать о вашем опыте и о том, как вы их решили. Не стесняйтесь обращаться к нам с вопросами или историями.