Если вы работаете с нержавеющей сталью, вы уже знаете, что это один из самых сложных в обработке материалов. Хорошая новость? При правильном подходе можно добиться превосходной чистоты поверхности, соответствующей даже самым высоким требованиям. В этом руководстве я поделюсь практическими советами и методами, которые мы освоили за годы работы с этим сложным материалом в компании Ruo Chen.
Основные истины об обработке нержавеющей стали
Вот что вам нужно понять с самого начала: нержавеющая сталь принципиально отличается от обычной низкоуглеродистой стали. Она прочнее, термостойче и совершенно не терпит спешки. Плохое качество обработки поверхности, с которым вы можете столкнуться, обычно вызвано не оборудованием, а несоблюдением правил обращения с этим материалом.
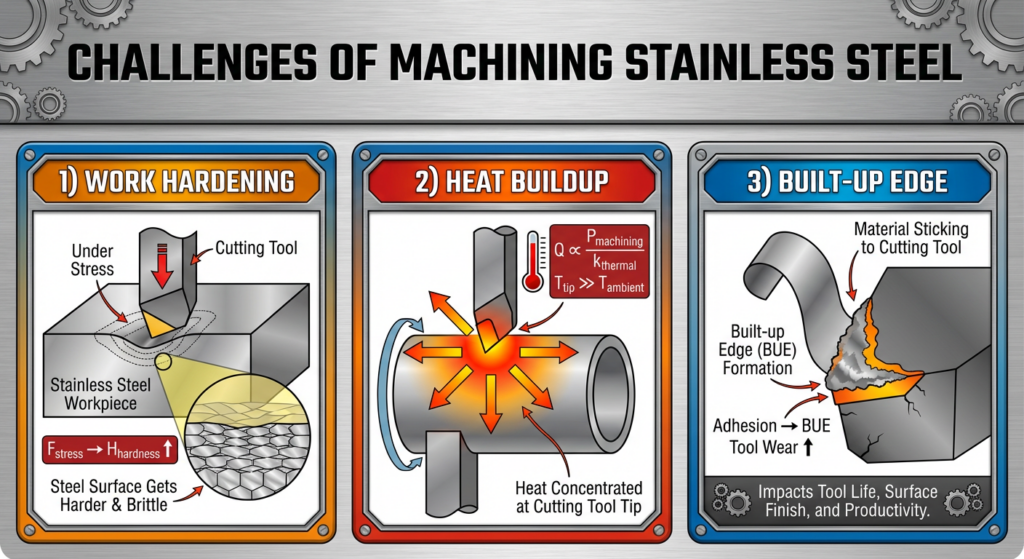
Три основные проблемы, возникающие при обработке нержавеющей стали:
Упрочнение при обработке — это ваш главный враг. При воздействии давления на нержавеющую сталь она упрочняется под напряжением. Если вы не будете резать достаточно агрессивно, вы фактически сделаете материал тверже и затрудните его обработку.
Накопление тепла — нержавеющая сталь плохо проводит тепло. Это означает, что тепло от резки концентрируется на кончике инструмента, а не рассеивается в стружку или заготовку. Это может быстро затупить ваши инструменты и привести к ухудшению качества поверхности.
Нарост на режущей кромке (BUE) — мелкие фрагменты материала накапливаются на режущем инструменте, вызывая шероховатость поверхности и непредсказуемый отток стружки.
Теперь, когда вы понимаете эти проблемы, давайте поговорим о том, как их преодолеть и добиться зеркальной поверхности, которую требуют ваши клиенты.
Выбор правильных режущих инструментов
Именно здесь большинство людей начинают ошибаться. Нельзя использовать для обработки нержавеющей стали те же инструменты и скорости, что и для алюминия или латуни.
Выбор материалов для инструмента
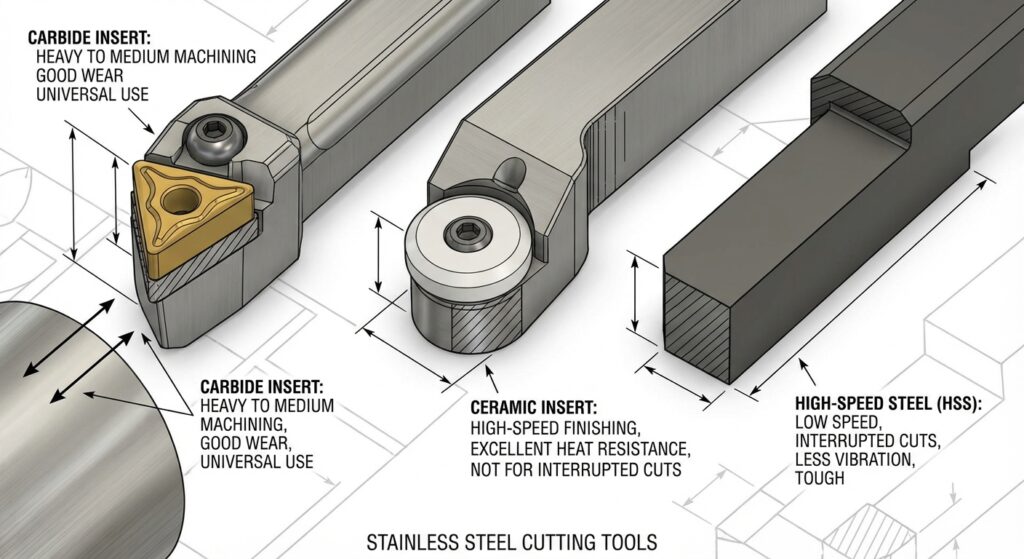
Что касается нержавеющей стали, у вас есть три основных варианта:
Твердосплавные инструменты — это лучший выбор для большинства задач. Они выдерживают более высокие скорости и температуры, чем быстрорежущая сталь. Ищите марки твердосплавных инструментов, специально разработанные для нержавеющей стали (обычно это марки K10, K20 или аналогичные).
Керамические инструменты — они хорошо подходят для высокоскоростных чистовых операций, особенно для токарной обработки. Они позволяют достигать более высоких скоростей, но более хрупкие и требуют очень жесткой фиксации.
Быстрорежущая сталь (HSS) — хотя и более доступная по цене, инструменты из HSS следует использовать только на ручных станках или в ситуациях, когда вибрация инструмента неизбежна. Они просто не могут сравниться по производительности с твердосплавными инструментами на станках с ЧПУ.
Покрытия имеют гораздо большее значение, чем вы думаете.
Не стоит недооценивать важность покрытий для инструментов. PVD и CVD покрытия, специально разработанные для нержавеющей стали, могут значительно улучшить качество поверхности и продлить срок службы инструмента. Я рекомендую:
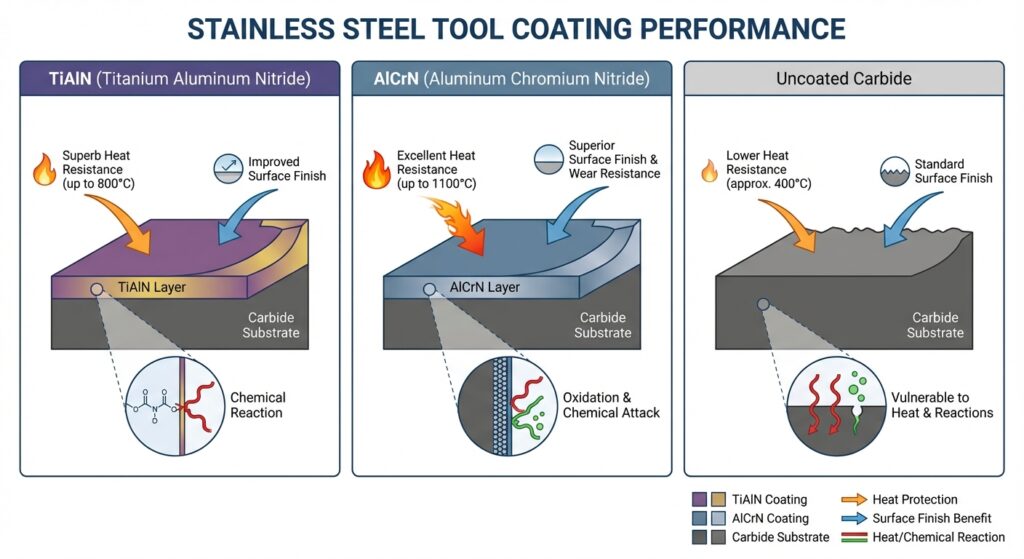
Покрытия TiAlN — отлично подходят для общих работ с нержавеющей сталью.
Покрытия AlCrN — отлично подходят для высокоскоростной обработки.
Непокрытый твердосплав — иногда лучше подходит для прерывистых резов, где адгезия покрытия может быть нарушена.
Покрытие – это не просто желательный, а защитный слой от воздействия тепла и химической реакции между инструментом и нержавеющей сталью.
Оптимизация параметров резки
Вот где происходит настоящее волшебство. Скорость и подача определяют все параметры качества обработки поверхности.
Норма подачи корма — ваш лучший друг.
Это может показаться нелогичным, но послушайте: при обработке нержавеющей стали следует использовать агрессивные скорости подачи. Слишком низкая скорость подачи приводит к упрочнению материала и, как следствие, к ухудшению результатов. Цель:
Обточка: 0,15-0,25 мм/об (подача за оборот)
Фрезерование: Зависит от инструмента, но обычно расход на 20-50% выше, чем при фрезеровании низкоуглеродистой стали.
Концевые фрезы: 0,05-0,15 мм/зуб в зависимости от диаметра и жесткости станка.
Ваш станок должен быть достаточно жестким, чтобы выдерживать такие подачи. Если у вас нет надежного, хорошо обслуживаемого фрезерного или токарного станка с ЧПУ, вам придется немного уменьшить эти параметры.
Скорость резки — чем быстрее, тем лучше.
Это тоже может показаться неверным, но нержавеющая сталь лучше реагирует на более высокие скорости, чем многие ожидают. Более высокие скорости уменьшают образование наростов на кромке и улучшают отвод стружки. Вот что мы рекомендуем:
Для токарной обработки твердосплавными инструментами:
100-150 м/мин для черновой обработки
Скорость чистовой обработки составляет 150-250 м/мин (в зависимости от качества обработки).
Для фрезерования с использованием твердосплавных инструментов:
80-120 м/мин для черновой обработки
120-180 м/мин для чистовой обработки
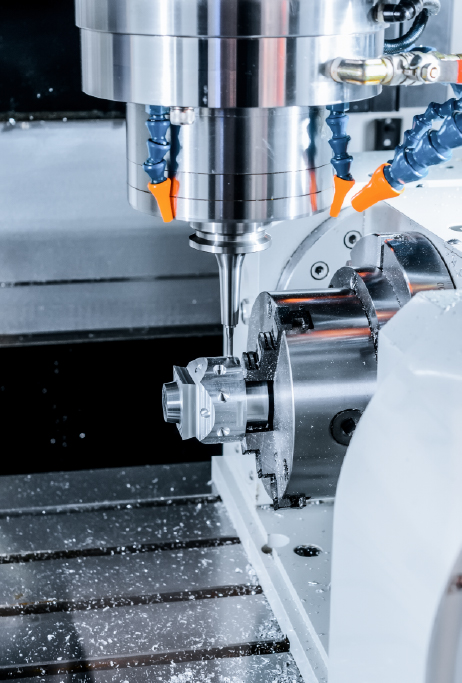
При 5-осевой обработке вам, возможно, потребуется еще большая производительность в зависимости от марки нержавеющей стали и геометрии инструмента.
Главное — поддерживать баланс. Вам нужна достаточная скорость, чтобы предотвратить упрочнение материала, но не настолько большая, чтобы генерировать чрезмерное тепло.
Стратегия глубины вырубки
Не экономьте на глубине резания при черновой обработке. Более лёгкий рез может показаться безопаснее, но на самом деле он способствует упрочнению материала. Применение:
Черновая обработка: глубина резания 2-4 мм (регулируется в зависимости от мощности вашего станка).
Чистовая обработка: 0,5-1,5 мм при обычном фрезеровании, 0,3-0,7 мм при высокоскоростной чистовой обработке.
Выбор и применение охлаждающей жидкости
Многие упускают из виду стратегию охлаждения, но для нержавеющей стали это абсолютно необходимо.
Какую охлаждающую жидкость использовать?
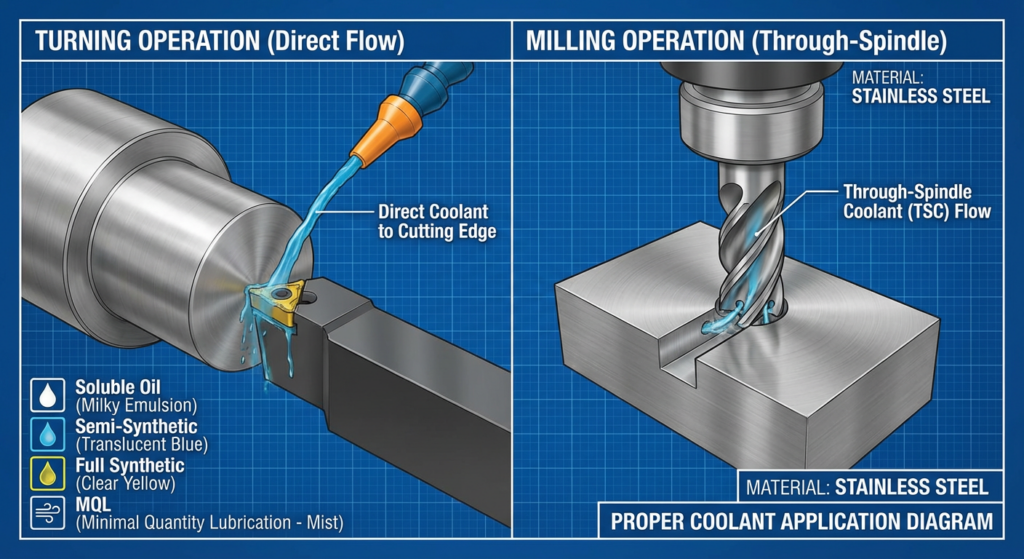
Растворимые масляные охлаждающие жидкости — хорошо подходят для выполнения общих работ, обеспечивают хорошее охлаждение и смазку.
Полусинтетические охлаждающие жидкости — обладают лучшими охлаждающими свойствами, я предпочитаю их для большинства работ с нержавеющей сталью.
Полностью синтетические охлаждающие жидкости — отлично подходят для высокоскоростных режимов работы, хотя и стоят дороже.
Смазка минимальным количеством смазки (MQL) — все более популярная технология, хорошо подходит для современных твердосплавных инструментов и снижает потери материала.
По возможности избегайте использования чистого смазочно-охлаждающего масла для обработки нержавеющей стали — оно не обеспечивает достаточного охлаждения. При обработке нержавеющей стали охлаждающий эффект на самом деле важнее смазки.
Способ применения имеет значение.
Способ применения охлаждающей жидкости так же важен, как и выбор самой охлаждающей жидкости:
При токарной обработке и торцевой обработке направляйте поток охлаждающей жидкости к режущей кромке сверху. Это помогает измельчать стружку и эффективно отводить тепло.
При фрезеровании, особенно глубоких полостей, убедитесь, что охлаждающая жидкость достигает режущей кромки. Рассмотрите возможность подачи охлаждающей жидкости через шпиндель, если такая возможность имеется.
Никогда не добавляйте охлаждающую жидкость периодически — такой термический шок может повредить ваши инструменты. Лучше допустить полное отсутствие охлаждающей жидкости, чем добавлять её нерегулярно.
В компании Ruo Chen мы обнаружили, что правильное применение охлаждающей жидкости может улучшить качество поверхности на 20-30% и значительно продлить срок службы инструмента.
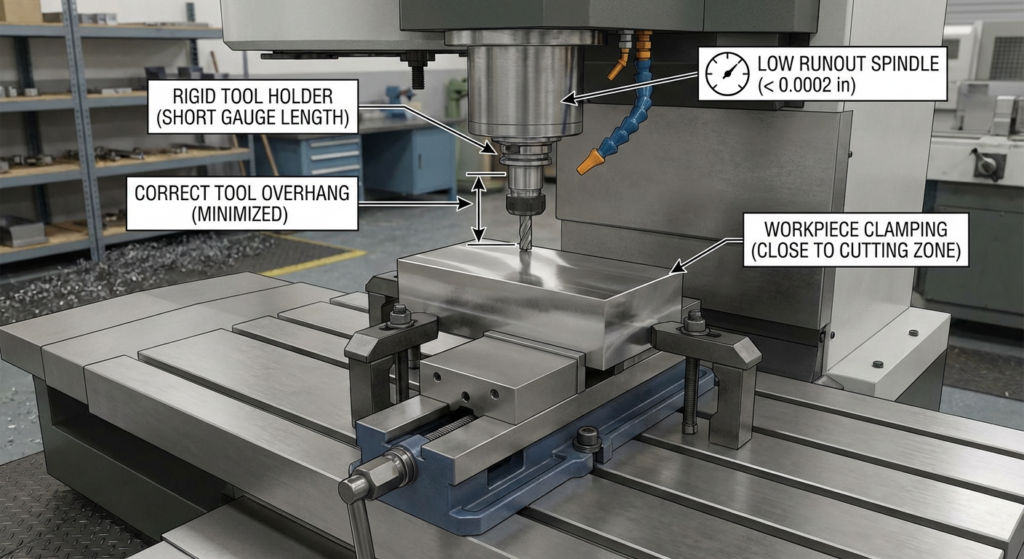
Настройка и жесткость оборудования
Настройки вашего станка напрямую влияют на качество поверхности. Не игнорируйте это.
Держатель инструмента и удлинитель
Используйте максимально короткий держатель инструмента, подходящий для вашей геометрии.
Убедитесь, что ваш инструмент правильно установлен в держателе.
Избегайте чрезмерного выступа инструмента — это снижает жесткость и вызывает вибрацию.
Для чистовой обработки рекомендуется использовать высококачественные держатели инструментов, отличающиеся высокой жесткостью конструкции.
Зажим заготовки
Зажмите зажим как можно ближе к зоне резки.
Используйте соответствующее усилие зажима — достаточное для надежной фиксации, но не настолько сильное, чтобы деформировать деталь.
Для сложных геометрических форм можно использовать зажимы с мягкими губками.
Состояние шпинделя
Изношенные подшипники шпинделя или биение ухудшат качество обработки поверхности. Если результаты нестабильны:
Проверьте биение шпинделя с помощью индикатора часового типа.
Проверьте точность устройства смены инструмента.
Если шпиндель старый, обратитесь к специалисту для его проверки.
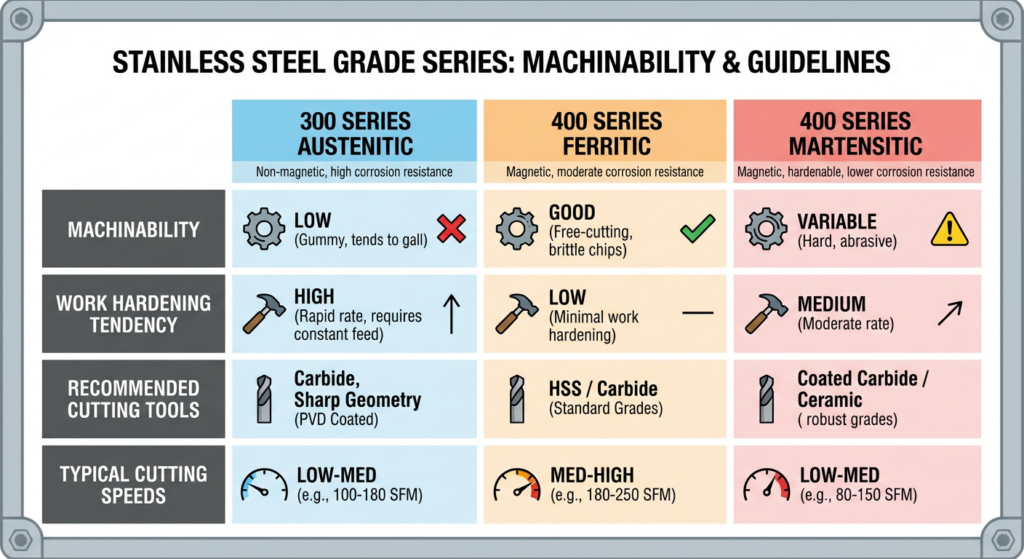
Понимание марок нержавеющей стали
Не все нержавеющие стали ведут себя одинаково. Стратегия обработки должна зависеть от марки стали:
Аустенитные марки (серия 300, например, 304, 316)
Наиболее распространенный, склонен к упрочнению при обработке.
Необходимы стратегии, которые я упомянул выше.
При правильной технике можно добиться превосходной отделки поверхности.
Ферритные марки (серия 400, например, 430)
Обрабатывать проще, чем аустенитные материалы.
Иногда склонен к болтовне
Часто можно использовать немного более низкие скорости.
Мартенситные марки (например, 440C)
Это может быть очень сложно, а механическая обработка — более простая задача.
Может потребоваться использование различных материалов для инструментов.
В целом, закончить проще.
Прежде чем переходить к заключительным этапам обработки, важно понимать, что многие проблемы с поверхностью нержавеющей стали возникают из-за распространенных дефектов обработки, включая следы вибрации, наросты на кромке, следы износа инструмента или зоны термического воздействия. Устранение этих дефектов в источнике значительно упрощает достижение стабильного и высококачественного качества обработки поверхности.
Завершающий штрих: аспекты постобработки после механической обработки.
Даже идеально обработанная деталь может выглядеть некачественно, если с ней неправильно обращаться после обработки.
Следы от инструмента — точная подача и скорость вращения помогают, но иногда легкая шлифовка с использованием мелкозернистых абразивов улучшает внешний вид.
Остатки охлаждающей жидкости — Тщательно очистите деталь после обработки; засохшая охлаждающая жидкость может выглядеть как следы от вибрации.
Пассивация — для многих применений нержавеющей стали химическая пассивация улучшает коррозионную стойкость и внешний вид.
Практические советы из нашего опыта
После многих лет работы с нержавеющей сталью, вот несколько проверенных на практике рекомендаций:
Вкладывайте средства в качественные инструменты — дешевые инструментальные вставки не стоят тех проблем, которые с ними связаны. Разница в стоимости окупается за счет более качественной обработки поверхности и меньшего количества бракованных деталей.
Держите инструменты острыми — тупые инструменты приводят к некачественной обработке поверхности. Заменяйте или затачивайте инструменты чаще, чем для других материалов.
Перед запуском серийного производства проверьте свою программу на отходах. Это займет 30 минут и сэкономит часы на устранении неполадок.
Следите за вибрацией — прислушивайтесь к своему станку. Вибрация ухудшает качество обработки поверхности и повреждает инструменты. Если вы её слышите, остановитесь и выясните причину.
Поддерживайте чистоту оборудования — мелкие частицы нержавеющей стали могут накапливаться и влиять на точность. Регулярное техническое обслуживание окупается.
Заключение
Успешная обработка нержавеющей стали — это не магия, а понимание поведения материала и уважение к его уникальным характеристикам. Используйте агрессивные подачи, поддерживайте соответствующую скорость, следите за остротой инструментов и правильно подавайте охлаждающую жидкость. Следуйте этим рекомендациям, и вы неизменно будете получать качество обработки поверхности, которое впечатлит ваших клиентов.
В компании Ruo Chen мы довели эти технологии до совершенства во всем спектре наших возможностей — от традиционной токарной и фрезерной обработки до сложных 5-осевых работ. Если у вас возникают проблемы с качеством поверхности нержавеющей стали, мы будем рады обсудить ваши конкретные задачи.
Что вас больше всего раздражает при обработке нержавеющей стали? Буду рад услышать о вашем опыте в комментариях ниже.

 10 Дек, 2025
10 Дек, 2025
 Основы обработки
Основы обработки