10 Дек, 2025
10 Дек, 2025
 Проектирование и производство
Проектирование и производство

При проектировании деталей для обработки на станках с ЧПУ каждое ваше решение напрямую влияет на производственные затраты. Независимо от того, работаете ли вы с ограниченным бюджетом или стремитесь к максимальной прибыльности, понимание того, как проектировать с учетом технологичности производства, имеет решающее значение. Как человек, много лет работающий в индустрии обработки на станках с ЧПУ, я видел бесчисленное количество проектов, прошедших через наш цех — некоторые были блестящими, а некоторые вызывали у меня отвращение из-за излишней сложности и дороговизны.
Главный вывод таков: хороший дизайн для станков с ЧПУ — это не просто создание нужной формы, а создание этой формы эффективно. Самые дешевые детали не всегда имеют самую простую конструкцию — это те, которые с самого начала проектировались с учетом производственного процесса.
В этой статье я расскажу вам о 10 практических советах, которые помогут вам значительно снизить затраты на обработку на станках с ЧПУ без ущерба для качества или функциональности. Это не теоретические концепции — это реальные стратегии, которые мы ежедневно применяем в нашей мастерской.
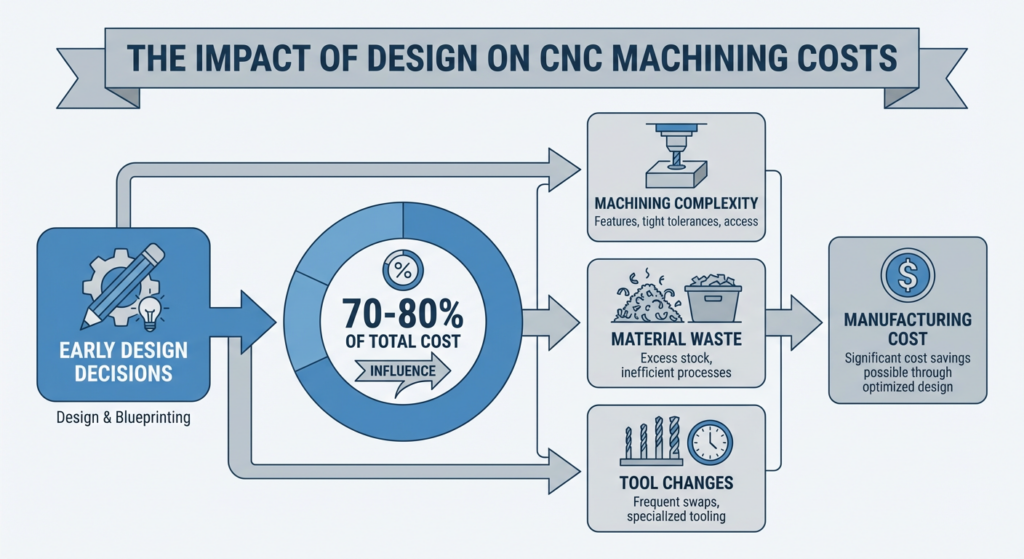
Прежде чем мы перейдем к конкретным советам, позвольте мне кое-что прояснить: на этапе проектирования определяется 70-80% производственных затрат. Плохо спроектированная деталь может потребовать чрезмерного количества смен инструмента, огромных затрат на обработку или просто недопустимых отходов материала. И наоборот, продуманная деталь практически мгновенно проходит через наши станки с ЧПУ и отправляется заказчику в готовом виде.
Именно поэтому мы всегда подчеркиваем нашим клиентам, что время, потраченное на оптимизацию дизайна сейчас, окупится в будущем. Дизайнер, понимающий возможности станков с ЧПУ, может сэкономить тысячи долларов по сравнению с тем, кто проектирует в отрыве от реальности.
Это, пожалуй, самая эффективная стратегия снижения затрат, и многие дизайнеры её полностью упускают из виду.
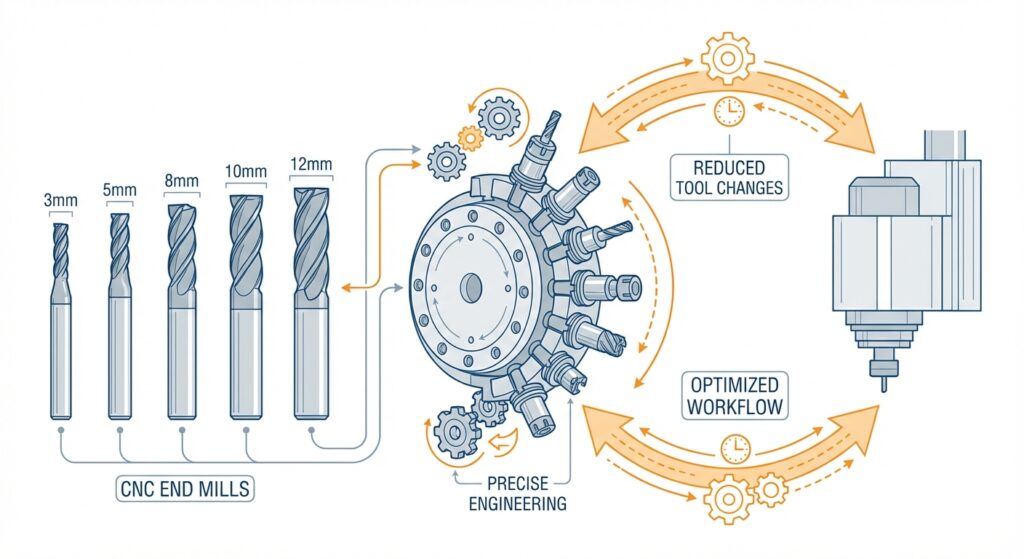
Каждый раз, когда мы меняем инструмент на станке с ЧПУ, мы теряем время. Нам нужно остановить шпиндель, снять старый инструмент, установить новый, повторно проверить точность и отрегулировать смещения. Этот процесс может занять всего несколько минут, но когда вы обрабатываете 50 деталей, и каждая из них требует 15 замен инструмента, эти минуты быстро накапливаются.
Вместо этого, проектируйте свои элементы, используя распространенные размеры инструментов. Стандартные диаметры, такие как 3 мм, 5 мм, 8 мм, 10 мм и 12 мм, — это то, что у нас есть в наличии. Если вам нужно отверстие диаметром 7,3 мм, нам либо придется заказать этот инструмент, либо мы обработаем его инструментом меньшего диаметра и увеличим диаметр — оба варианта оплачиваются дополнительно.
Вот что вам следует сделать:
При разработке собственных производственных приспособлений в прошлом году мы намеренно ограничили размеры отверстий всего пятью различными диаметрами по всей конструкции. Это единственное решение позволило сократить время обработки почти на 20%.

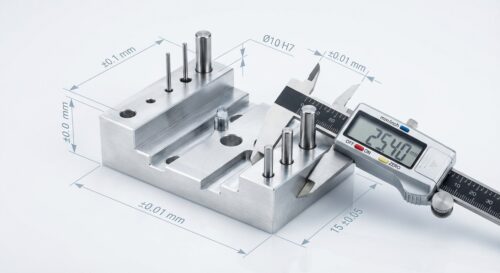
Я постоянно сталкиваюсь с этой ошибкой: конструкторы задают допуски, которые жестче, чем необходимо. Возможно, они проявляют осторожность, или, возможно, они не до конца понимают, что означают разные степени допуска с точки зрения стоимости обработки.
Правда заключается в том, что для более жестких допусков требуются более низкие скорости подачи, более тщательная работа и часто дополнительные операции. Допуск ±0,1 мм достижим на станках с ЧПУ, но это обойдется значительно дороже, чем допуск ±0,5 мм.
Задайте себе честный вопрос: действительно ли вашей детали необходимы такие жесткие допуски? Часто ответ — нет. Функциональные требования обычно допускают более широкие допуски, чем указывают проектировщики.
Примеры влияния допустимых отклонений на стоимость:
Обсудите с вашим поставщиком услуг по механической обработке, какие допуски вам действительно необходимы. Многие наши клиенты сократили стоимость деталей на 30-40% просто за счет корректировки допусков там, где это не влияет на функциональность.
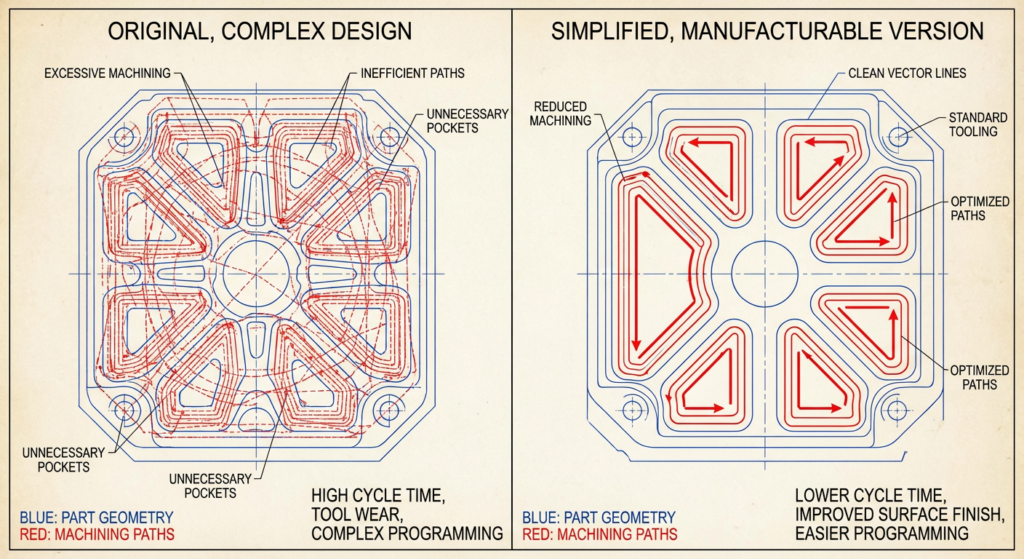
Станки с ЧПУ превосходно справляются с созданием простой и аккуратной геометрии. Они испытывают трудности с излишней сложностью.
Один из принципов проектирования, который мы всегда рекомендуем: чем меньше элементов, тем ниже стоимость. Прежде чем добавлять карман, фаску или детальный профиль, спросите себя, действительно ли это необходимо.
Сложные криволинейные поверхности требуют низкой скорости обработки и тщательной компенсации инструмента. Множество мелких углублений требует частой смены инструмента. Сложные детали означают увеличение времени цикла. Все это увеличивает стоимость.
Это не значит, что ваши детали должны выглядеть невзрачно — это значит, что нужно тщательно продумывать каждую геометрическую деталь. Например:
Однажды я консультировал по поводу потребительского товара, где дизайнер создал сложную текстуру поверхности исключительно из эстетических соображений. Упростив её до простой шлифованной поверхности, мы сократили время обработки на 20% без какого-либо влияния на функциональность. И, что немаловажно, изделие стало выглядеть лучше.
Это может показаться очевидным, но вы удивитесь, как много проектов игнорируют доступные размеры заготовок материалов.
Станки с ЧПУ начинают работу с сырья — обычно это прутки, листовой металл или поковки. Если для вашей детали требуются размеры 47 мм × 83 мм × 12,5 мм, а стандартный алюминиевый лист поставляется в листах размером 50 мм × 100 мм × 12 мм, то неизбежно возникнут отходы материала. Хуже того, вам, возможно, потребуется закупать специальные материалы, что значительно дороже.
Вот что нужно сделать:
Проектирование на основе стандартных заготовок позволяет достичь нескольких целей:
При значительных потерях материала стоимость детали резко возрастает. Деталь размером 48 мм × 84 мм × 13 мм будет стоить дороже, чем деталь размером 50 мм × 100 мм × 12 мм, просто из-за затрат на обработку материала.

Глубокие пазы — главный враг эффективной обработки на станках с ЧПУ. Они требуют тщательного выбора инструмента, занимают значительное время на обработку и создают нагрузку на режущие инструменты.
Вот практическое объяснение:
Если вам непременно нужна глубокая выемка, учитывайте объем удаляемого материала. Выемка глубиной 50 мм, требующая удаления 100 кубических сантиметров материала, займет значительно больше времени, чем выемка, требующая 30 кубических сантиметров.
Стратегии проектирования:
Недавно мы помогли клиенту перепроектировать деталь с углублением глубиной 60 мм. Благодаря лучшему пониманию их задачи, мы убедили их использовать внутренние ребра жесткости и уменьшить глубину углубления до 25 мм. В результате деталь стала прочнее, а стоимость её обработки снизилась на 35%.
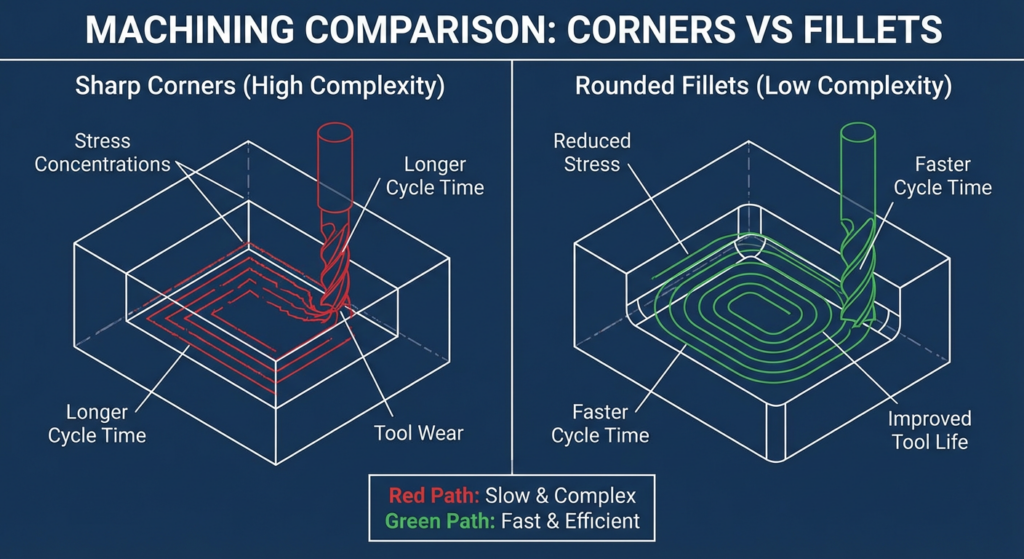
Вот что сбивает с толку многих дизайнеров: внутренние углы, имеющие прямой угол, зачастую дешевле в обработке, чем закругленные или скругленные углы.
Почему? Потому что острые углы создаются пересечением двух траекторий движения инструмента, в то время как для закругленных углов требуется отдельный проход инструмента с шаровидным или радиусным наконечником, который движется медленнее.
Конечно, есть исключения. Если ваша деталь находится под нагрузкой, закругленные углы уменьшают концентрацию напряжений и оправдывают затраты. Если вам нужны гладкие внутренние поверхности для тактильных ощущений или эстетики изделия, закругленные углы имеют смысл. Но если вы просто добавляете радиус, потому что это красиво выглядит, вы платите за то, что вам не нужно.
Стратегия разделки:
Исключением является концентрация напряжений. Если ваша деталь подвергается механической нагрузке, мы настоятельно рекомендуем выполнить соответствующее скругление углов для предотвращения концентрации напряжений.

Не все материалы обходятся станку одинаково, и разница в стоимости выходит за рамки просто цены материалов.
Сравнение обрабатываемости:
Если это позволяет ваше применение, выбор алюминия вместо нержавеющей стали может сэкономить вам 50% на затратах на механическую обработку. Это огромная экономия.
Однако не стоит жертвовать функциональностью ради экономии. Если вам нужна коррозионная стойкость нержавеющей стали, она вам необходима. Но если вы используете нержавеющую сталь по привычке или потому, что она «звучит прочнее», это обходится вам дороже.
Также следует учесть:
Обсудите выбор материала с вашим поставщиком услуг по механической обработке. Иногда другой материал может обеспечить лучшие характеристики и меньшую стоимость.
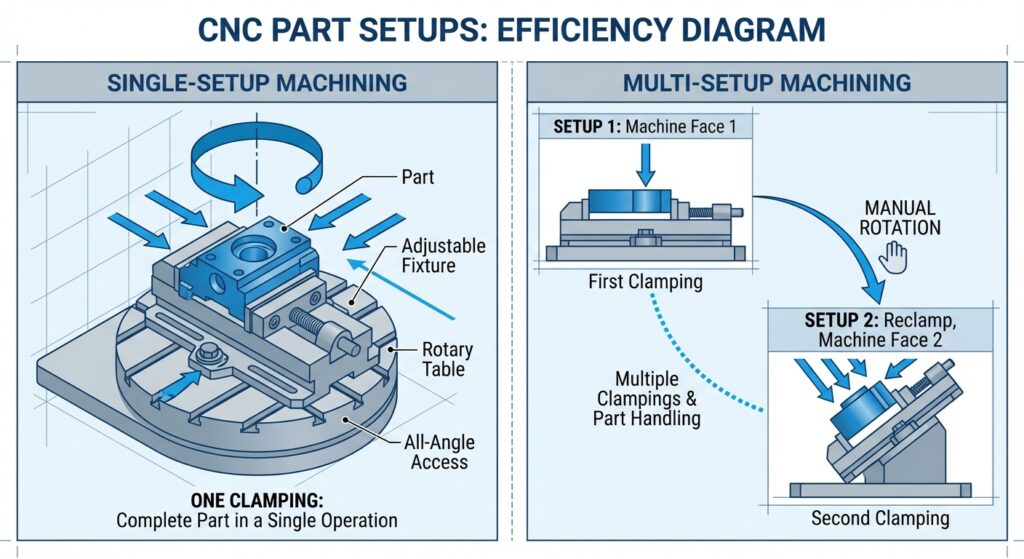
Каждый раз, когда вы переориентируете деталь в станке, вы увеличиваете время и вероятность ошибки. Это называется «наладкой», и минимизация наладок имеет решающее значение для снижения затрат.
Хорошо спроектированную деталь часто можно изготовить за одну установку (один раз перевернуть деталь) или максимум за две. Проекты, требующие трех и более установок, будут значительно дороже.
Проектирование для эффективной работы:
Подумайте вот о чём: если двухкоординатный станок может изготовить вашу деталь за одну установку со скоростью 150 деталей в час, вам лучше выбрать более простой станок.
И наоборот, если ваша конструкция достаточно сложна и требует 4 переналадок на 2-осевом станке, но только 1 на 5-осевом, то 5-осевой станок может оказаться в итоге дешевле.
Это принцип проектирования, который отличает опытных инженеров от новичков.
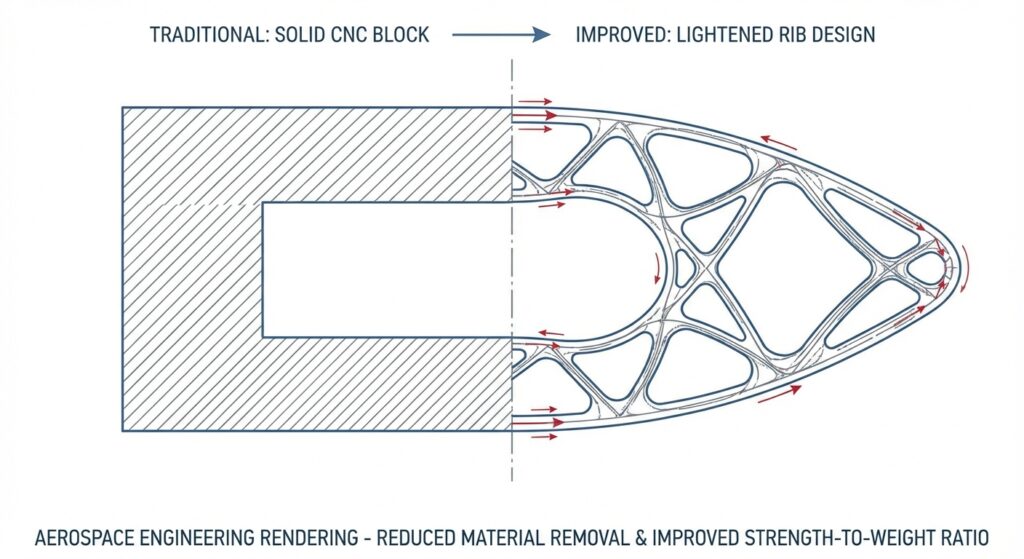
Вместо создания сплошных элементов, рассмотрите возможность использования тонких ребер или перемычек для достижения того же структурного или функционального результата. Сплошной угловой блок может весить 500 граммов; правильно спроектированная конфигурация ребер может весить 50 граммов и потребовать вдвое меньше времени на обработку.
Почему ребрышки полезны:
Этот принцип широко используется в аэрокосмической и автомобильной отраслях. Недавно мы помогли клиенту перепроектировать шарнир роботизированной руки. Заменив сплошные элементы стратегически расположенными ребрами жесткости, мы сократили время обработки на 40% и вес на 35% — конструкция также стала прочнее и жестче.
Ключевым моментом является понимание распределения напряжений в вашей детали. Часто вам не нужен сплошной материал повсюду; вам нужен материал в нужных местах.
И, пожалуй, самый важный последний совет: привлекайте поставщика услуг по механической обработке к процессу проектирования на самых ранних этапах .
Мы уже и не сосчитать, сколько раз, взглянув на готовый проект, мы сразу же находили 10 способов снизить затраты. К этому моменту проект уже утвержден, чертежи сделаны, и уже слишком поздно. Но если бы с нами консультировались на этапе проектирования, эти изменения были бы учтены с самого начала.
Что спросить у поставщика услуг по механической обработке:
Хорошие механические цеха стремятся к тому, чтобы ваши детали были экономически эффективными. Мы досконально знаем свои возможности и видели тысячи вариантов конструкции. Как правило, мы можем предложить решения, которые позволят существенно сэкономить средства.
Подводя итог всему
Проектирование для снижения затрат на обработку на станках с ЧПУ — это не компромисс в качестве, а разумный и эффективный подход. Лучшие конструкции — это те, которые просты, функциональны и оптимизированы для производственного процесса.
Вот краткое изложение: используйте стандартные инструменты, реалистичные допуски, простую геометрию, стандартный материал, неглубокие пазы, простые углы (где это необходимо), подходящие материалы, эффективную настройку, продуманные ребра жесткости и на раннем этапе сотрудничайте с поставщиком услуг по механической обработке.
Внедрите хотя бы половину этих принципов, и вы увидите ощутимое снижение затрат. Внедрите все принципы, и ваши детали могут стоить на 40-50% меньше, чем плохо спроектированные альтернативы, при этом оставаясь такими же функциональными и привлекательными внешне.
В этом и заключается сила проектирования с учетом технологичности производства.
В компании Ruo Chen мы стремимся помочь клиентам оптимизировать свои проекты для обработки на станках с ЧПУ. Независимо от того, разрабатываете ли вы единичный прототип или планируете крупномасштабное производство, наша команда готова помочь вам получить максимальную отдачу от ваших инвестиций в производство. Свяжитесь с нами, чтобы обсудить ваш следующий проект.